
Экструзионный инструмент для поликарбонатных профилей
Для одного из производителей листов сотового поликарбоната в Московской области, изготовлены несколько комплектов экструзионного инструмента для производства поликарбонатных профилей, обеспечивающих стыковку и особую сборку сотовых листов разной толщины. Перед нами стояла задача не только изготовить фильеры и калибраторы, но и разработать замковое соединение позволяющее осуществлять сборку и надежную фиксацию сразу двух листов, обычно для таких требований применяется более дорогой, толстый поликарбонатный лист. Благодаря новым типам профилей у нашего заказчика появился новый продукт, который с каждым годом все более востребован на рынке.
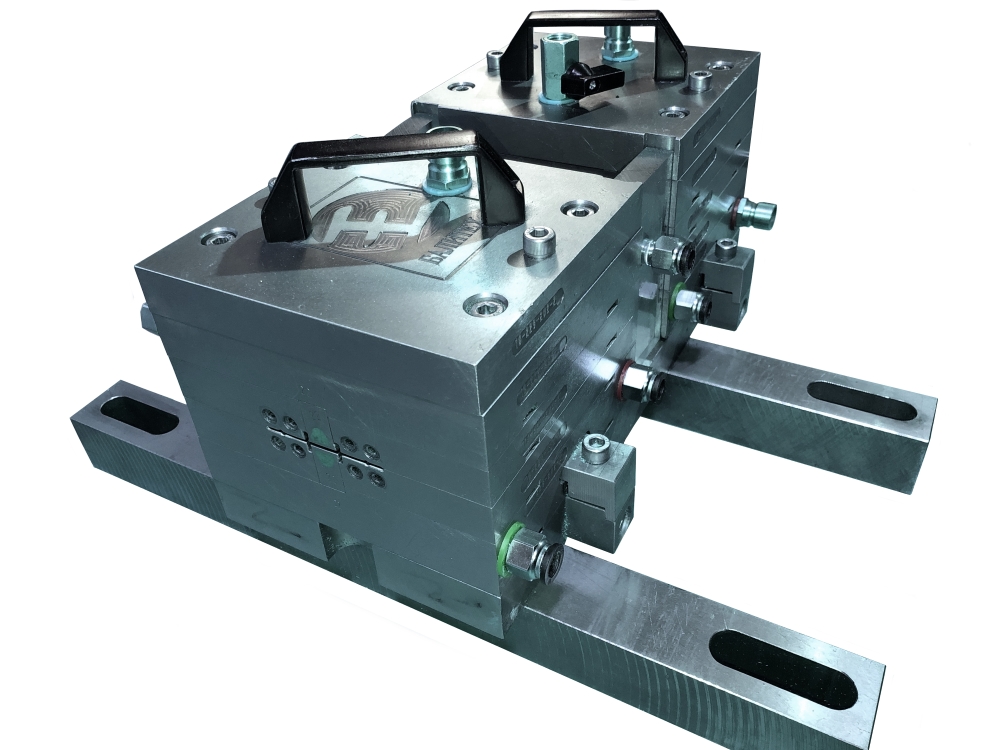
Экструзионный инструмент изготовлен из специализированной стали, что гарантирует его большой ресурс. Фильера имеет небольшие размеры и для удобства настройки и правильного распределения потоков расплава оснащена четырьмя отдельными зонами нагрева с использованием толстых литых алюминиевых нагревателей, обеспечивающих равномерный и стабильный нагрев. Для данного типа фильеры допустимо использование более простой системы нагрева, однако в силу того, что нашим заказчикам в условиях тесного рынка приходится прибегать к использованию различных марок поликарбоната, заранее продуманная оснастка лишь плюс для нашего клиента. Двухсекционный калибратор сухого типа с промежуточной зоной для заполнения водой в тех случаях, когда необходимо увеличить воздействие вакуума для калибровки. Сами вакуумные зоны в калибраторе разделены для возможности регулировки и постепенного формирования профиля с наименьшими стрессом для расплава поликарбоната. Система каналов охлаждения калибраторов реализована по максимальной площади для эффективного отведения тепла, в теле калибратора установлены теплоотводящие вставки для наилучшего теплообмена в местах, где больше расплава и на это требуется большее время для охлаждения сформировавшегося профиля.
 Перед тем как экструзионной оснастке отправится в адрес заказчика, до отправки производятся тестовые испытания, где проверяется геометрия профилей, функционал замковых соединений, скорость экструзии готового профиля. Испытания проводятся на заранее оговоренной с заказчиком марке сырья, что позволяет сразу после получения инструмента приступить к производству профилей и не тратить время на изучение и подбор той или иной марки сырья – мы экономим время и деньги нашим клиентам, принимая на себя значительный объем работ, который включает не только изготовление экструзионной оснастки, но и ее доводка и отработка марки сырья еще в Китае. Такая практика касается всех наших проектов вне зависимости от объема поставки или стоимости.
Перед тем как экструзионной оснастке отправится в адрес заказчика, до отправки производятся тестовые испытания, где проверяется геометрия профилей, функционал замковых соединений, скорость экструзии готового профиля. Испытания проводятся на заранее оговоренной с заказчиком марке сырья, что позволяет сразу после получения инструмента приступить к производству профилей и не тратить время на изучение и подбор той или иной марки сырья – мы экономим время и деньги нашим клиентам, принимая на себя значительный объем работ, который включает не только изготовление экструзионной оснастки, но и ее доводка и отработка марки сырья еще в Китае. Такая практика касается всех наших проектов вне зависимости от объема поставки или стоимости.















































































